
Processus d'assemblage général et exigences
一 、 Préparation avant assemblage
Données de travail: y compris les dessins d'assemblage général, les dessins d'assemblage de composants, les dessins de pièces, la nomenclature des matériaux, etc., jusqu'à la fin du projet, l'intégrité des dessins, la propreté et l'intégrité des enregistrements d'informations sur le processus doivent être garanties.
2. Chantier: Le placement des pièces et l'assemblage des composants doivent être effectués sur le chantier spécifié. Le site de placement et d'assemblage de l'ensemble de la machine doit être clairement planifié jusqu'à la fin de l'ensemble du projet. Tous les chantiers doivent être soignés, standardisés et ordonnés.
3. Matériaux d'assemblage: Avant l'opération, les matériaux d'assemblage conformément au processus d'assemblage doivent être en place à temps. Si certains des articles non déterministes ne sont pas en place, vous pouvez modifier l'ordre des opérations, puis remplir le formulaire de rappel d'articles au service des achats.
4. Avant l'assemblage, vous devez comprendre la structure, la technologie d'assemblage et les exigences de processus de l'équipement.
二 、 Spécifications de base
L'assemblage mécanique doit être effectué en stricte conformité avec les dessins d'assemblage et les exigences de processus fournis par le service de conception. Il est strictement interdit de modifier le contenu de l'opération ou de modifier les pièces de manière anormale.
2. Les pièces assemblées doivent être des pièces qualifiées acceptées par le service d'inspection qualité. Si des pièces non qualifiées sont trouvées manquantes pendant le processus d'assemblage, elles doivent être signalées à temps.
3. L'environnement de montage nécessite un nettoyage propre, sans poussière ni autre pollution, et les pièces doivent être stockées dans un endroit sec et sans poussière avec des tampons de protection.
4. Pendant le processus d'assemblage, les pièces ne doivent pas heurter, couper ou endommager la surface des pièces, ni provoquer de pliage, de torsion ou de déformation évidents, et les surfaces de contact des pièces ne doivent pas être endommagées.
5. Pour les pièces ayant un mouvement relatif, de l'huile de lubrification (graisse) doit être ajoutée entre les surfaces de contact lors du montage.
6. Les dimensions correspondantes des pièces correspondantes doivent être précises
7. Lors de l'assemblage, les pièces et les outils doivent avoir des installations de placement spéciales. En principe, les pièces et les outils ne doivent pas être placés sur la machine ni directement sur le sol. Si nécessaire, des coussinets de protection ou des tapis doivent être placés sur place.
8. En principe, il est interdit de marcher sur la machine pendant le montage. Si vous devez marcher sur la machine, vous devez poser des protections ou des tapis sur la machine. Il est strictement interdit de marcher sur les pièces importantes et les pièces non métalliques à faible résistance.
Trois, méthode de connexion
Connexion 1.Bolt
(1) Lors du serrage des boulons, une clé à molette n'est pas autorisée et il ne faut pas utiliser plus d'une même rondelle sous chaque écrou. Après avoir serré les vis à tête fraisée, les têtes de clou doivent être enfouies dans les pièces de la machine et ne doivent pas être exposées.
(2) Dans des circonstances normales, la connexion filetée doit avoir des rondelles à ressort anti-desserrage, la méthode de serrage de plusieurs boulons symétriques doit être progressivement serrée dans un ordre symétrique et les connecteurs en forme de barre doivent être progressivement serrés symétriquement dans les deux directions à partir de la milieu.
(3) Après avoir serré le boulon et l'écrou, le boulon devrait exposer 1 à 2 pas de l'écrou; lorsque la vis n'a pas besoin d'être démontée lors de la fixation de l'appareil de mouvement ou de la maintenance, la vis doit être enduite de colle filetée avant l'assemblage.
(4) Les fixations avec les exigences de couple de serrage spécifiées doivent être serrées avec des clés dynamométriques conformément aux couples de serrage spécifiés.
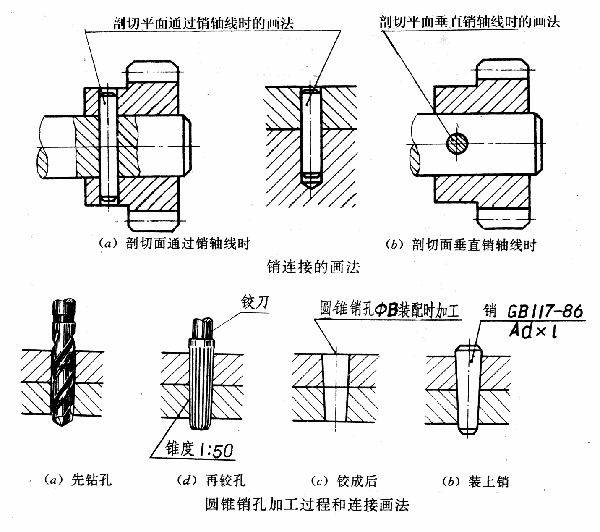
2. Connexion à broches
(1) La face d'extrémité de la broche de positionnement doit être légèrement plus haute que la surface de la pièce. Une fois la goupille conique avec queue de vis installée dans la partie concernée, la grande extrémité doit être enfoncée dans le trou.
(2) Une fois la goupille fendue dans les parties concernées, sa queue doit être séparée de 60 ° ~ 90 °
3. Collage
(1) Les deux côtés de la rainure de clavette de la clé plate et de la clé fixe doivent être mis en contact uniformément, et il ne doit pas y avoir d'espace entre leurs surfaces de contact.
(2) Une fois la clé (ou cannelure) ajustée avec jeu, il ne doit pas y avoir de tension inégale lorsque les pièces relativement mobiles se déplacent le long de la direction axiale.
(3) Une fois la clé à crochet et la clé à coin assemblées, la zone de contact ne doit pas être inférieure à 70% de la zone de travail et la partie sans contact ne doit pas être concentrée en un seul endroit; la longueur de la partie exposée doit être de 10% à 15% de la longueur de la pente.
4. Rivetage
(1) Les matériaux et les spécifications du rivetage doivent répondre aux exigences de conception et le traitement des trous de rivet doit être conforme aux normes applicables.
(2) Pendant le rivetage, la surface des pièces rivetées ne doit pas être endommagée ou déformée.
(3) À moins d'exigences particulières, il ne devrait pas y avoir de jeu après rivetage. La tête du rivet doit être en contact étroit avec la pièce à riveter et doit être lisse et ronde.
5. Connexion du manchon d'expansion
Correspondance du manchon d'expansion: appliquez de la graisse sur le manchon d'expansion, placez le manchon d'expansion dans le trou de moyeu de l'assemblage, ajustez la position de l'assemblage après avoir installé l'arbre d'installation, puis serrez les boulons. L'ordre de serrage est délimité par la fente, et la symétrie transversale gauche et droite est serrée afin de garantir que la valeur de couple nominal est atteinte.
6. Resserrer la connexion
L'extrémité effilée de la vis de réglage et le trou doivent être à 90 °, et la vis de réglage doit être serrée sur le trou.
四 、 Montage de roulements
1. Avant le montage du roulement, il ne doit y avoir aucune saleté sur le roulement.
2. Lors du montage du roulement, appliquez une couche d'huile lubrifiante sur la surface des pièces de contact. L'extrémité non modèle du roulement doit être tournée vers l'intérieur, c'est-à-dire dans la direction de l'épaulement de l'arbre.
3. Utilisez des outils de pressage spéciaux lors de l'assemblage des roulements. Il est strictement interdit de monter par coup direct. La taille, la direction et la position de la force de forçage lors du réglage des roulements doivent être appropriées. Le cadre de protection ou les éléments roulants ne doivent pas être sollicités et doivent être uniformément et symétriquement. Pour garantir que la face d'extrémité est perpendiculaire à l'axe.
4. La surface d'extrémité de la bague intérieure du roulement doit généralement être proche de l'épaulement de l'arbre (collier de l'arbre). Une fois la bague extérieure du roulement assemblée, le contact entre le couvercle de roulement à l'extrémité de positionnement et la rondelle ou la bague extérieure doit être uniforme.
5. Une fois le roulement installé, la rotation des pièces mobiles relatives doit être flexible et légère. S'il y a un phénomène bloqué, la cause du problème doit être vérifiée et analysée et traitée en conséquence.
6. Au cours de l'assemblage du roulement, si l'ajustement du trou ou de l'arbre s'avère trop lâche, la tolérance doit être vérifiée; lorsqu'il est trop serré, un assemblage brutal ne doit pas être forcé et la cause du problème doit être analysée et traitée en conséquence.
7. Le jeu axial des roulements à rouleaux coniques à une rangée, des roulements à contact oblique et des roulements à billes bidirectionnels satisfait aux dessins et aux exigences du processus lors du montage
8. Pour les roulements et les surfaces assortis à de la graisse, une graisse appropriée doit être injectée après l'assemblage. Pour les roulements dont la température de fonctionnement ne dépasse pas 65 ℃, la graisse ZG-5 peut être utilisée conformément à GB491-65 "Graisse à base de calcium"; pour les roulements avec une température de fonctionnement supérieure à 65 ℃, il peut être utilisé conformément à la graisse ZN-2ZN-3 "Graisse à base de calcium" GB492-77.
9. La montée en température des roulements ordinaires ne doit pas dépasser 35 ° C en fonctionnement normal et la température maximale en fonctionnement ne doit pas dépasser 70 ° C.
五 、 Assemblage de roulements linéaires
1. Avant l'assemblage, de la graisse doit être appliquée à l'intérieur du roulement.
2. Lorsque le roulement est enfoncé dans la base de support, un outil d'installation spécial doit être utilisé pour appuyer contre la face d'extrémité de la bague extérieure, et il n'est pas autorisé de heurter directement le roulement pour éviter toute déformation.
3. La coopération entre le roulement et le support doit répondre aux exigences de tolérance. Trop serré rendra l'axe de guidage et l'ajustement serré du roulement, ce qui endommagera le roulement; trop lâche empêchera le roulement de se fixer dans le support.
4. Lorsque vous introduisez l'arbre de guidage dans le roulement, doucement au centre. S'il est incliné, les billes tomberont et la cage se déformera.
5. Lorsque le roulement est installé dans la base de support, il n'est pas autorisé à tourner. Forcer la rotation endommagera le roulement.
6. Il n'est pas permis de serrer directement la vis de réglage sur la bague extérieure du roulement, sinon elle se déformerait.
六 、 Assemblage de guides linéaires
La partie de montage du rail de guidage ne doit pas être sale et la planéité de la surface de montage doit répondre aux exigences.
2. Lorsqu'il y a un bord de référence sur le côté du rail de guidage, il doit être installé près du bord de référence. Lorsqu'il n'y a pas d'arête de référence, la direction de coulissement du rail de guidage doit être conforme aux exigences de conception. Après avoir serré les vis de fixation du rail de guidage, la direction de coulissement du curseur doit être vérifiée pour tout écart, sinon Doit être ajusté.
3. Si le coulisseau est entraîné par une courroie de transmission, une fois la courroie de transmission et le coulisseau fixés et tendus, la courroie de transmission ne doit pas être inclinée, sinon la poulie doit être réglée de sorte que le sens de marche de la courroie de transmission soit parallèle à le rail de guidage.



